- № 8, дорога Заолин,
улица Лунсян,
Тунсян, Чжэцзян, Китай - +86 573 89381086[email protected]
- ЗагрузкиPDF-брошюры
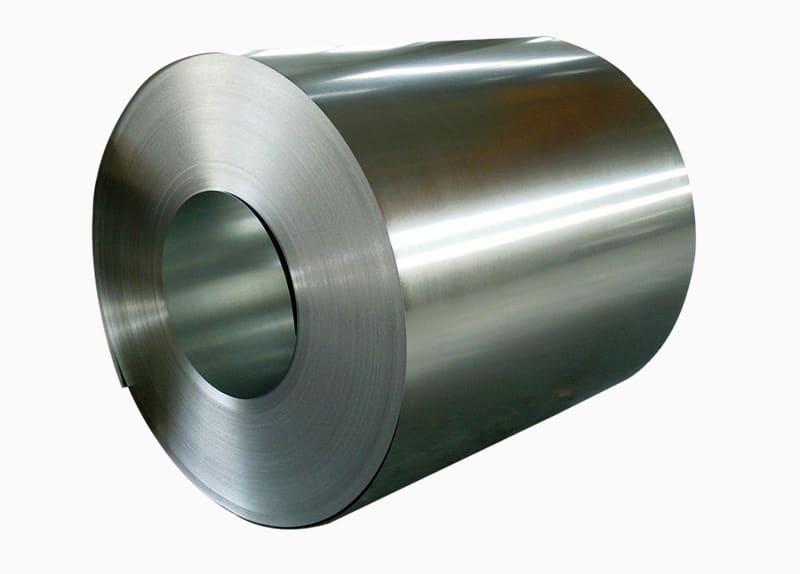
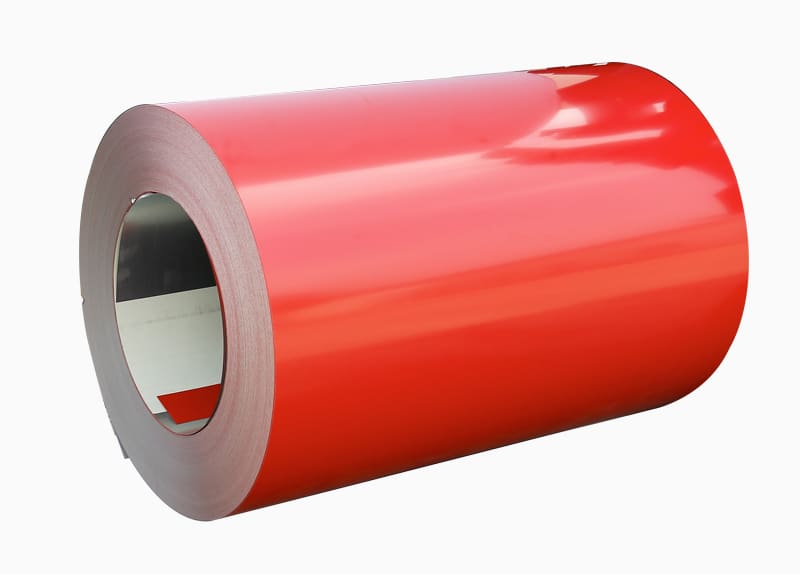
Рулоны стали с цветным покрытием, также широко называемые рулонами стали с предварительно окрашенным покрытием, рулонами PPGI (предварительно окрашенное оцинкованное железо) или рулонной сталью с цветным покрытием, представляют собой стальные рулоны, которые обрабатываются на линии непрерывного нанесения покрытия на рулоны, где одна или обе поверхности очищаются, химически обрабатываются, грунтуются и покрываются одним или несколькими слоями органического покрытия перед повторной отправкой в бухту для отправки. В результате этого процесса образуется однородное, контролируемое на заводе покрытие, которое гораздо более однородное и долговечное, чем покраска после изготовления, наносимая на вырезанные или формованные детали.
Базовый субстрат, используемый для стальные рулоны с цветным покрытием может существенно различаться в зависимости от предполагаемого применения. Наиболее распространенной основой является горячеоцинкованная сталь (GI), которая обеспечивает защиту от коррозии на основе цинка под органическим покрытием. Другие подложки включают гальвалюм (сталь с покрытием из алюминиево-цинкового сплава, также известную как AZ или Zincalume), электрооцинкованную сталь, холоднокатаную сталь (CR), а иногда и горячекатаную травленую и промасленную сталь (HRPO) для промышленного использования толстой стали. Сочетание металлического покрытия и органического верхнего покрытия обеспечивает рулонной стали с цветным покрытием многослойную защиту от коррозии, разрушения под воздействием ультрафиолета и механических повреждений.
Процесс покрытия рулонов, иногда называемый линией непрерывного покрытия рулонов или процессом CCL, представляет собой высокоавтоматизированную и высокоскоростную производственную операцию, в ходе которой покрытия наносятся на стальную полосу со скоростью линии, обычно варьирующейся от 60 до 150 метров в минуту. Понимание этапов производства помогает покупателям оценить заявления о качестве и понять, почему продукция с рулонным покрытием ведет себя иначе, чем сталь, окрашенная традиционным способом.
Стальная полоса сначала проходит ряд стадий очистки, на которых удаляются прокатные масла, поверхностные оксиды и загрязнения с помощью щелочных чистящих средств и промывки водой. За этим следует этап химической предварительной обработки — обычно нанесение конверсионного покрытия на основе хромата, без хромата (на основе циркония или титана) или фосфата железа — который создает химически активную поверхность, которая способствует адгезии слоя грунтовки и обеспечивает дополнительную барьерную защиту от подпленочной коррозии. Выбор химии для предварительной обработки становится все более важным, поскольку давление со стороны регулирующих органов подталкивает отрасль к использованию систем, не содержащих хроматов.
После предварительной обработки на одну или обе стороны полосы с помощью валика наносится грунтовочный слой. Грунтовка — обычно состав на основе эпоксидной, полиуретановой или полиэфирной смолы — служит адгезионным слоем между предварительной обработкой и верхним слоем и часто включает в себя пигменты, ингибирующие коррозию, такие как хромат стронция или фосфат цинка. Затем загрунтованную полосу пропускают через печь для отверждения, где ее нагревают до пиковой температуры металла (ПМТ) примерно 200–240°C для термического отверждения. Типичная толщина сухой пленки грунтовки составляет от 5 до 8 микрон.
Верхнее покрытие наносится на затвердевшую грунтовку с помощью второй станции нанесения валкового покрытия. Это слой, который обеспечивает цвет, блеск и характеристики поверхности готового предварительно окрашенного рулона стали. После нанесения полоса проходит через вторую печь отверждения (опять же при температуре PMT обычно 220–250°C в зависимости от системы смолы) и затем закаливается водой для быстрого охлаждения полосы с покрытием перед повторной намоткой. Защитный слой часто наносится на обратную сторону на этапе грунтовки или верхнего покрытия, чтобы обеспечить защиту от коррозии и формуемость на невидимой стороне.
Система смол верхнего покрытия является наиболее важным фактором, определяющим устойчивость к атмосферным воздействиям, гибкость, химическую стойкость и срок службы стального изделия с цветным покрытием. Различные химические составы смол предлагают различные профили производительности, подходящие для разных конечных целей и условий воздействия.
Стандартный полиэстер является наиболее широко используемой смолой для верхнего покрытия в промышленности рулонной стали с цветным покрытием благодаря своей низкой стоимости, отличной технологичности, хорошей цветовой гамме и адекватным характеристикам для внутреннего и легкого наружного применения. Типичная толщина сухой пленки составляет 15–25 микрон. Стандартные полиэтиленовые покрытия имеют ограниченную стойкость к ультрафиолетовому излучению и, как правило, не рекомендуются для наружных архитектурных применений, срок службы которых превышает 10 лет в суровых условиях. Чаще всего они используются для внутренней кровли, общей промышленной облицовки, панелей приборов и стеллажей.
Модифицированные кремнием полиэфирные покрытия включают силиконовую смолу в полиэфирную основу, что значительно улучшает стойкость к ультрафиолетовому излучению и термостойкость по сравнению со стандартным полиэтиленом. Покрытия SMP широко используются для наружных кровельных и облицовочных работ в умеренном климате, обеспечивая расчетный срок службы, обычно оцениваемый в 15–20 лет, благодаря сохранению цвета и устойчивости к мелу. Толщина пленки аналогична стандартному полиэтилену и составляет 20–25 микрон. SMP обеспечивает хороший баланс производительности и стоимости для основных строительных приложений.
В состав смол HDP входят полиэфирные основы с более высокой молекулярной массой и оптимизированные пакеты УФ-стабилизаторов, обеспечивающие улучшенные характеристики к атмосферным воздействиям по сравнению со стандартным полиэтиленом без полной надбавки к стоимости ПВДФ. Покрытия HDP все чаще рассматриваются как экономичный вариант среднего класса для наружного применения, где характеристики SMP находятся на грани, но полная спецификация PVDF коммерчески не оправдана. Типичный расчетный срок службы составляет 20–25 лет для устойчивости к мелу в умеренном климате.
Покрытия на основе ПВДФ, продаваемые под такими торговыми марками, как Kynar 500 и Hylar 5000, представляют собой премиальный уровень цветных верхних покрытий для рулонной стали и являются эталоном для долговечных архитектурных применений. Основа из фторполимера обеспечивает исключительную устойчивость к УФ-излучению, мелению, выцветанию, химическому воздействию и удержанию грязи. Стандартные составы содержат 70% смолы ПВДФ и 30% акрила. Толщина пленки обычно составляет 25–27 микрон для стандартной двухслойной системы. Рулоны цветной стали с покрытием из ПВДФ предназначены для высококачественной архитектурной кровли, навесных стен и фасадной облицовки, где требуется гарантийный срок 30–40 лет. Смолы на основе фторэтиленвинилового эфира (FEVE) обладают сопоставимыми характеристиками и завоевывают долю рынка архитектурных покрытий на основе растворителей.
Пластизольные покрытия представляют собой толстые покрытия на основе ПВХ, наносимые с толщиной сухой пленки 100–200 микрон, образующие высокотекстурированную поверхность с превосходной устойчивостью к царапинам, формуемостью и акустическими демпфирующими свойствами. Они обычно используются для кровельных листов, облицовки стен и сельскохозяйственных зданий на рынках Северной Европы. Основными ограничениями пластизоля являются относительно низкая устойчивость к УФ-излучению по сравнению с ПВДФ и склонность к мелению в условиях высокого УФ-излучения, хотя варианты, стабилизированные УФ-излучением, значительно улучшают долговечность на открытом воздухе.
Рулоны стали с цветным покрытием производятся и продаются в соответствии с рядом национальных и международных стандартов, которые определяют класс основы, вес покрытия, механические свойства и качество поверхности. Знакомство с наиболее важными стандартами предотвращает ошибки в спецификациях и недоразумения в цепочке поставок.
| Стандартный | Регион | Область применения |
| ЕН 10169 | Европа | Стальной плоский прокат с непрерывным органическим покрытием – требования и испытания |
| АСТМ А755 | США | Стальной лист с металлическим покрытием методом горячего погружения и предварительно окрашенным методом рулонного покрытия. |
| ДЖИС Г3312 | Япония | Предварительно окрашенные стальные листы и рулоны с горячим цинкованием и цинково-железным покрытием. |
| ГБ/Т 12754 | Китай | Стальные листы и полосы с цветным покрытием — национальный стандарт, охватывающий продукцию PPGI и PPGL. |
| АС 1397 | Австралия/Новая Зеландия | Стальной лист и полоса — горячеоцинкованные или алюминиево-оцинкованные, соответствующие продуктам Colorbond и аналогичным продуктам PPGL. |
При закупке рулонов стали с цветным покрытием на международном уровне — особенно на заводах в Китае или Юго-Восточной Азии — важно подтвердить, по какому стандарту производится продукция, поскольку классы механических свойств, вес цинкового покрытия и допуски по толщине пленки значительно различаются в зависимости от стандарта. Всегда запрашивайте сертификаты заводских испытаний (MTC), в которых четко указаны применимые стандарты и указаны измеренные значения массы цинкового покрытия, толщины сухой пленки, уровня блеска и результатов испытаний на Т-образный изгиб.

Покупка рулонной рулонной стали с цветным покрытием без тщательного изучения технических характеристик является одним из наиболее распространенных источников проблем с производительностью и гарантийных споров в строительстве и производстве. Вот критические параметры, которые необходимо указать и проверить:
Рулонная сталь с цветным покрытием является одним из наиболее универсальных строительных и промышленных материалов, используемых на широком спектре конечных рынков. Понимание того, где и как они используются, помогает покупателям согласовать спецификации продукта с фактическими требованиями к обслуживанию.
Строительство на сегодняшний день является крупнейшим сектором конечного использования рулонной стали с цветным покрытием в мире, потребляя примерно 60–70% от общего объема производства. Область применения включает профилированные кровельные листы, облицовочные панели для стен, кровельные системы со стоячим фальцем, композитные сэндвич-панели, фасады с противодождевыми экранами, водосточные и водосточные системы, а также компоненты стального каркаса. Для кровли и облицовки подложки из PPGL (предварительно окрашенный гальванический сплав) на основе гальвалума с верхними покрытиями SMP или PVDF все чаще предпочтительнее оцинкованного PPGI из-за превосходной коррозионной стойкости покрытия из алюминиево-цинкового сплава.
В холодильниках, стиральных машинах, кондиционерах, микроволновых печах и посудомоечных машинах используются стальные панели с цветным покрытием для внешних и внутренних компонентов каркаса. Предварительно окрашенная рулонная сталь для бытовой техники требует превосходной устойчивости к царапинам, химической стойкости к моющим и чистящим средствам, гладкого внешнего вида поверхности и однородного цвета при больших объемах производства. Чаще всего используются покрытия на основе полиэстера и полиуретана, часто со специальной обработкой поверхности от отпечатков пальцев или антибактериальной обработкой видимых панелей.
Грузовые прицепы, железнодорожные вагоны, панели кузова автобуса, двери контейнеров и вкладыши морских контейнеров изготавливаются из рулонной стали с цветным покрытием. Эти применения требуют высокой ударопрочности, хорошей формуемости для панелей сложной формы и долговечности при повторяющихся механических нагрузках и погодных условиях. В этом секторе часто используются толстые пластизольные или толстослойные полиэфирные покрытия из-за их превосходной стойкости к сколам и истиранию.
Стальные стеллажи для хранения, системы стеллажей, шкафчики, офисная мебель, гаражные ворота и промышленные ограждения производятся из рулонной стали с цветным покрытием в больших объемах. В этих случаях экономическая эффективность является основным фактором, и стандартных полиэфирных покрытий на оцинкованной основе Z100–Z140 обычно достаточно. Постоянство цвета и качество поверхности важны там, где готовая продукция будет видна в торговых или офисных помещениях.
Два доминирующих типа подложек для рулонной стали с цветным покрытием — PPGI (предварительно окрашенное оцинкованное железо с цинковым покрытием) и PPGL (предварительно окрашенное гальваническое железо с алюминиево-цинковым покрытием) — часто путаются или используются покупателями как взаимозаменяемые, но они имеют существенно разные профили производительности, которые должны определять выбор подложки.
| Недвижимость | ППГИ (оцинкованный) | PPGL (Галвалум / Аризона) |
| Состав металлического покрытия | Чистый цинк (99% Zn) | 55 % Al, 43,5 % Zn, 1,5 % Si |
| Устойчивость к коррозии плоской поверхности | Хорошо | Отлично (в 2–4 раза лучше, чем GI) |
| Передовая коррозионная стойкость | Отлично (жертвенная защита цинка) | Умеренный (менее жертвенное действие) |
| Термостойкость | Умеренный (цинк плавится при 420°C) | Хорошо (Al content raises resistance) |
| Формируемость | Очень хорошо | Хорошо (slightly less ductile) |
| Относительная стоимость | Нижний | Чуть выше |
| Лучше всего подходит для | Бытовая техника, общее строительство, внутреннее использование | Долговечная кровля, прибрежная и агрессивная среда |
Для большинства долговечных наружных кровельных и облицовочных работ — особенно в прибрежных, промышленных или тропических условиях — PPGL является предпочтительным субстратом из-за его значительно лучшей общей коррозионной стойкости. Там, где профилированные листы обрезаются по длине на месте и защита кромок является первоочередной задачей, защитное действие цинка PPGI дает преимущество. На многих рынках оба типа носителей предлагаются с одной и той же системой покрытия и цветовой гаммой, поэтому выбор представляет собой простое решение по соотношению производительности и стоимости, основанное на конкретной среде воздействия.
Предварительно окрашенные стальные рулоны подвержены нескольким видам повреждений во время хранения и транспортировки, которые полностью можно предотвратить с помощью соответствующих процедур. Повреждения, полученные на этом этапе, часто являются необратимыми и приводят к отказу от дорогостоящего материала или снижению качества обслуживания.

ПОЧЕМУ ВЫБЕРИТЕ НАС СТОИМОСТЬ: У НАС ЕСТЬ СОБСТВЕННАЯ ...
Обладая высокими антикоррозионными характеристиками, они ...
Полное название катушки PPGI / PPGL — это предварительно ...
Порт: Чжэцзян, Китай Преимущества нашей предварительно...




