Summary: В цветная стальная катушка В процессе производства подложка может проходить через печь с максимальной ск...
В
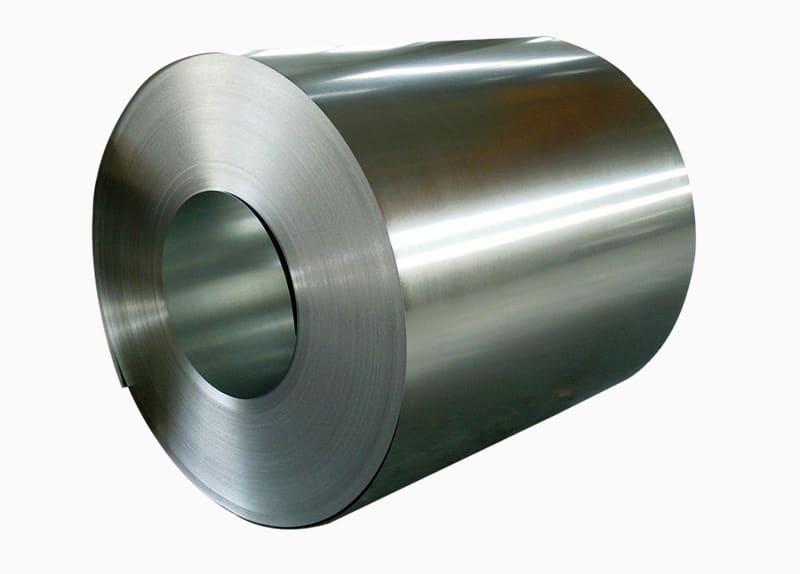
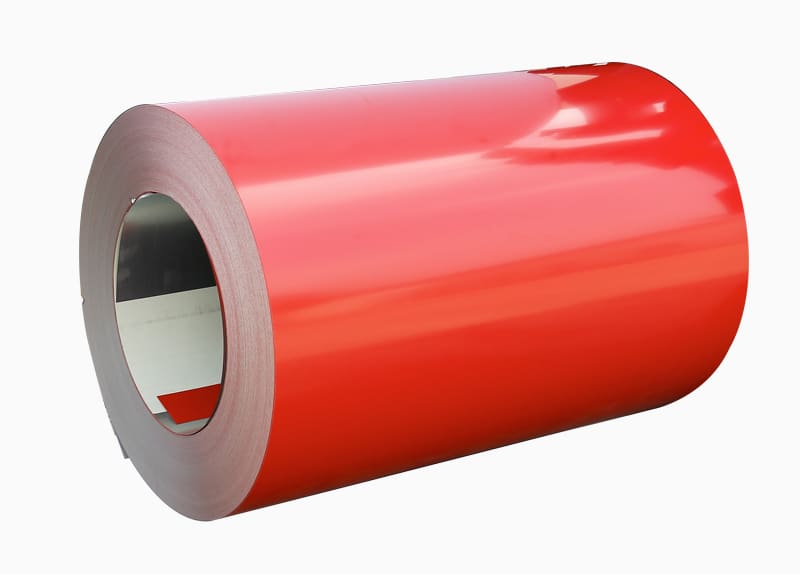
цветная стальная катушка В процессе производства подложка может проходить через печь с максимальной скоростью 140 м/мин. Для обеспечения удовлетворительного времени выдержки длина печи обычно составляет 30-50 м. После окраски основы обе стороны представляют собой влажные пленочные краски. Для подвешивания подложек в напольных печах обычно используют печи двух типов: воздушно-плавающие и подвесные.
В плавающем типе используется восходящий поток воздуха в печах для удержания подложек; Тип подвески использует натяжение, выполненное натяжными роликами до и после полос, для контроля положения полос в печи. Из-за большого расстояния объект будет иметь определенную степень провисания. Камера печи должна быть выполнена по типу задней дуги. Установка для нанесения цветного покрытия обычно нагревается горячим воздухом, а также существует способ нагрева от выходящего газа при горении газа. Температура в печи разделена на 4–5 зоны для контроля, поэтому температурную кривую температуру в печи можно изменять в соответствии с требованиями используемой краски.
Для отверждения покрытия теперь доступны два метода нагрева: линейный и изогнутый. Линейный тип относится к методу отверждения, при котором температура в 4–5 печах полностью одинакова; изогнутый тип относится к методу контроля отверждения краски с помощью различной температуры в 4-5 зонах печи. Например, длина печи 50 м, скорость агрегата 120 м/мин, полосовая сталь толщиной 0,5 мм, можно нагревать при одной и той же температуре печи 310 °С, 310 °С, можно использовать 310 °С, 310 °С, 310 °С или 210 °С. , 260 ℃, 330 ℃, 350 ℃, 320 ℃. 5 различных печей кривой температуры для обогрева. Наилучшие требования к температурной кривой каждого устройства для каждого покрытия на практике.