- № 8, дорога Заолин,
улица Лунсян,
Тунсян, Чжэцзян, Китай - +86 573 89381086[email protected]
- ЗагрузкиPDF-брошюры
Горячекатаная сталь в рулонах является одной из наиболее широко используемых форм стали в современном производстве и строительстве. Эти большие рулоны листовой стали производятся методом высокотемпературной прокатки, что позволяет получить универсальный материал, подходящий для всего: от строительных конструкций до автомобильных рам. Если вы работаете в строительстве, производстве или производстве металлов, понимание рулонной горячекатаной стали поможет вам лучше выбирать материалы, контролировать затраты и достигать превосходных результатов в ваших проектах.
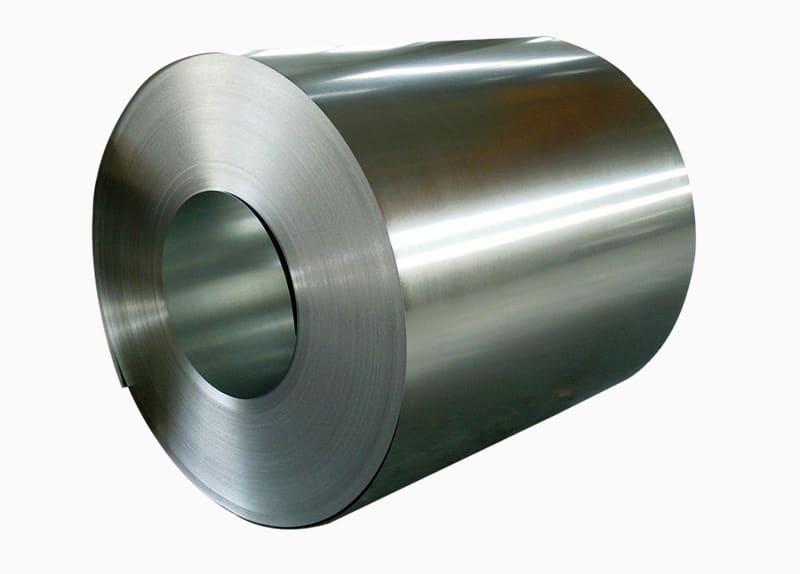
Горячекатаные стальные рулоны создаются в ходе производственного процесса, который превращает необработанную сталь в плоские гибкие листы, намотанные в массивные рулоны. Обозначение «горячекатаный» относится к температуре, при которой обрабатывается сталь — выше температуры рекристаллизации, обычно более 1700 ° F. Именно эта высокотемпературная обработка придает горячекатаной стали ее характерные свойства и отличает ее от холоднокатаных альтернатив.
Производство начинается на сталелитейном заводе, где сырье, включая железную руду, уголь и известняк, плавится в доменных печах для получения расплавленной стали. Этот жидкий металл затем отливают в большие прямоугольные плиты, называемые блюмами или заготовками. Эти полуфабрикаты могут весить несколько тонн и служить отправной точкой процесса горячей прокатки.
После того, как плиты сформированы, их повторно нагревают в специализированных печах до температуры, превышающей 2000°F, пока они не начнут светиться ярко-оранжевым или желтым. Такая сильная жара делает сталь пластичной и готовой к прокатке. Нагретые слябы затем проходят через ряд массивных прокатных станов, которые постепенно уменьшают толщину и увеличивают длину. Думайте об этом как о раскатывании теста: каждый проход через валки делает сталь тоньше и длиннее.
Когда сталь проходит через несколько прокатных клетей, ролики высокого давления сжимают ее и формируют все более тонкие листы. Количество проходов и приложенное давление определяют окончательную толщину рулона. Современные заводы используют компьютеризированное управление для поддержания точных допусков по толщине по всей длине рулона, который может растягиваться на сотни футов.
После достижения желаемой толщины горячий стальной лист проходит через охлаждающие платформы или водяные распылители, чтобы контролируемым образом снизить температуру. Этот процесс охлаждения влияет на конечные механические свойства стали и зернистую структуру. Наконец, охлажденную сталь сматывают в плотные рулоны с помощью специального намоточного оборудования. Эти готовые рулоны могут весить от 10 до 30 тонн и иметь ширину от 3 до 6 футов и готовы к отправке производителям и производителям по всему миру.
Горячекатаные рулоны стали обладают отличными физико-механическими свойствами, которые являются результатом их высокотемпературной обработки. Понимание этих характеристик поможет вам определить, когда горячекатаная сталь является правильным выбором для вашего применения.
Обработка поверхности горячекатаной стали является одной из ее наиболее узнаваемых особенностей. Поскольку сталь обрабатывается при высоких температурах, при охлаждении на поверхности образуется слой окалины оксида железа. Эта окалина придает горячекатаной стали характерный шероховатый вид со слегка ямками и темно-серый цвет. Хотя в некоторых случаях требуется удаление этой окалины путем травления или дробеструйной обработки, во многих случаях эта промышленная отделка применяется как есть.
Допуски на размеры горячекатаной стали обычно меньше, чем у холоднокатаной стали. Высокотемпературная обработка затрудняет соблюдение чрезвычайно жестких требований по толщине и ширине. Типичные допуски по толщине варьируются от ±0,030 до ±0,060 дюйма в зависимости от толщины и марки материала. Для применений, требующих точных размеров, может потребоваться холоднокатаная сталь или дополнительная обработка.
Механические свойства горячекатаной стали включают хорошую пластичность и формуемость, что делает ее пригодной для гибки, штамповки и других производственных процессов. Материал демонстрирует умеренную прочность на разрыв, обычно колеблющуюся от 400 до 550 МПа в зависимости от конкретной марки. Предел текучести также варьируется в зависимости от состава и параметров обработки. Эти свойства делают горячекатаные рулоны идеальными для конструкционных применений, где важна высокая прочность в сочетании с технологичностью.
Внутренние напряжения в горячекатаной стали минимальны, поскольку после обработки материал остывает естественным путем без дополнительной холодной обработки. Такое состояние отсутствия напряжений делает горячекатаную сталь менее склонной к короблению или пружинению во время изготовления, что является значительным преимуществом при формовании крупных деталей или сложных форм.
Горячекатаные рулоны стали доступны в различных марках и спецификациях, предназначенных для различных применений и требований к производительности. Выбор подходящего класса гарантирует, что ваш проект будет соответствовать целевым показателям конструкции, формуемости и стоимости.
| Обозначение класса | Основные характеристики | Типичные применения |
| А36 | Обычная конструкционная сталь, хорошая свариваемость, предел текучести 36 фунтов на квадратный дюйм. | Здания, мосты, общестроительные работы |
| АСТМ А1011 | Горячекатаные листы из углеродистой стали различной степени прочности. | Автозапчасти, бытовая техника, металлические конструкции |
| ХСЛА (A572) | Высокопрочный низколегированный материал, предел текучести 50–65 фунтов на квадратный дюйм, повышенная ударная вязкость. | Тяжелое оборудование, сосуды под давлением, структурные опоры |
| СС 40 класс | Структурное качество, минимальный предел текучести 40 тысяч фунтов на квадратный дюйм, эконом-класс | Каркас, некритические элементы конструкции |
| КС Тип Б | Товарное качество, умеренная формуемость | Стеллажи, корпуса, легкие применения |
| DDS (качество рисования) | Отличная формуемость для операций глубокой вытяжки. | Кузовные панели автомобилей, детали сложной формы |
Помимо этих стандартных марок, специализированные горячекатаные рулоны служат конкретным отраслевым потребностям. Марки стали, устойчивой к атмосферным воздействиям, такие как A588, образуют защитную патину ржавчины, которая устраняет необходимость покраски при использовании на открытом воздухе. Устойчивые к истиранию марки, такие как AR400 или AR500, обеспечивают исключительную твердость для таких применений, как кузова самосвалов или горнодобывающее оборудование, где износостойкость имеет решающее значение.
Диапазон толщины горячекатаных рулонов обычно составляет от 0,050 дюйма (1,27 мм) до 0,500 дюйма (12,7 мм) или более, хотя наиболее распространенный диапазон составляет от 0,075 до 0,250 дюйма. Более тонкие калибры обеспечивают лучшую формуемость, а более толстые материалы обеспечивают большую структурную прочность. Ширина варьируется от 24 до более 72 дюймов, при этом 48 и 60 дюймов являются стандартными размерами, которые минимизируют отходы во многих приложениях.
Выбор между горячекатаным и холоднокатаным стальным рулоном представляет собой одно из наиболее фундаментальных решений при выборе металла. Каждый метод обработки создает различные свойства, подходящие для разных применений, и понимание этих различий предотвращает дорогостоящие ошибки в спецификации материала.
Температура во время обработки является основным отличием. Горячекатаная сталь формируется при температуре выше 1700°F, в то время как материал остается в размягченном состоянии. Холоднокатаная сталь, наоборот, обрабатывается при комнатной температуре после начала работы с горячекатаными рулонами. Эта холодная обработка упрочняет сталь за счет деформационного упрочнения и обеспечивает более строгий контроль размеров.
Качество отделки поверхности существенно различается между ними. Горячекатаная сталь имеет шероховатую, чешуйчатую поверхность, созданную в результате высокотемпературного окисления. Холоднокатаная сталь имеет гладкую, чистую поверхность с ярким внешним видом, поскольку окалина удаляется во время обработки, а материал подвергается дополнительным этапам отделки. Если ваше применение требует покраски, нанесения покрытия или полировки, холоднокатаная сталь обеспечивает лучшую исходную поверхность.
Точность размеров имеет решающее значение для холоднокатаной продукции. Обработка при комнатной температуре позволяет производителям соблюдать гораздо более жесткие допуски: отклонения по толщине составляют всего ±0,005 дюйма по сравнению с ±0,030 дюйма или более для горячекатаного проката. Применения, требующие точной посадки, постоянного радиуса изгиба или однородного внешнего вида, выигрывают от превосходного контроля размеров холоднокатаной стали.
Из соображений стоимости обычно отдается предпочтение горячекатаной стали, поскольку для ее производства требуется меньше этапов обработки и меньше энергии. Горячекатаные рулоны обычно стоят на 10-20% дешевле, чем эквивалентный холоднокатаный материал. Для крупных строительных проектов, где качество поверхности и жесткие допуски не имеют решающего значения, горячекатаная сталь обеспечивает существенную экономию средств без ущерба для производительности.
Характеристики прочности и твердости различаются в зависимости от методов обработки. Холоднокатаная сталь тверже и прочнее горячекатаной той же марки из-за наклепа при холодной обработке. Однако эта повышенная прочность сопровождается снижением пластичности, что делает холоднокатаную сталь более склонной к растрескиванию во время тяжелых операций формовки. Сочетание умеренной прочности и превосходной пластичности горячекатаной стали делает ее идеальной для применений, связанных со значительной формовкой или изгибом.
Рулоны горячекатаной стали служат важным сырьем практически во всех отраслях промышленности. Их универсальность, прочность и экономичность делают их незаменимыми для бесчисленных применений, от крупных инфраструктурных проектов до повседневных потребительских товаров.
Строительная отрасль является крупнейшим потребителем рулонной горячекатаной стали. Конструкционная сталь для зданий, мостов и инфраструктуры в значительной степени зависит от горячекатаного проката. Производители металлоконструкций перерабатывают горячекатаные рулоны в стеновые панели, кровлю и элементы несущего каркаса. Высокое соотношение прочности к весу материала позволяет инженерам проектировать эффективные конструкции, которые сводят к минимуму использование материала и одновременно отвечают требованиям по нагрузкам. Арматурные материалы, опорные балки и компоненты фундамента обычно изготавливаются из горячекатаных рулонов.
Автомобильная промышленность потребляет огромное количество горячекатаной стали для изготовления рам транспортных средств, компонентов шасси и усиления конструкций. В то время как для обеспечения качества поверхности наружных панелей кузова обычно используется холоднокатаная сталь или сталь с покрытием, в базовой конструкции большинства автомобилей используется горячекатаная сталь, обеспечивающая ее прочность и формуемость. Рамы грузовиков, поперечины и компоненты подвески особенно выигрывают от сочетания прочности и экономической эффективности горячекатаной стали.
Производство труб и труб начинается с горячекатаных рулонов, которые разрезаются на полосы, а затем формуются в круглые или фасонные профили. В процессах производства как сварных, так и бесшовных труб в качестве сырья используется горячекатаная сталь. Нефте- и газопроводы, конструкционные трубы, механические трубы и бесчисленное множество других трубных изделий берут свое начало из горячекатаной рулонной стали.
Производители тяжелого оборудования и техники полагаются на горячекатаную сталь для всего: от отвалов бульдозеров до рам сельскохозяйственных орудий. Материал выдерживает неправильное обращение с землеройным оборудованием, горнодобывающей техникой и промышленным производственным оборудованием. Износостойкие горячекатаные сорта особенно хорошо подходят для применений, связанных с ударами, истиранием или тяжелыми нагрузками.
Хотя горячекатаные стальные рулоны можно использовать в исходном состоянии для многих применений, различные обработки поверхности улучшают эксплуатационные характеристики, внешний вид или устойчивость к коррозии. Понимание этих вариантов поможет вам выбрать правильную подготовку поверхности в соответствии с вашими конкретными требованиями.
Травление удаляет прокатную окалину из горячекатаной стали в химической ванне, обычно с использованием соляной или серной кислоты. Этот процесс обнажает чистую сталь под ней, создавая серую матовую поверхность, свободную от окисления. После травления сталь покрывается легким масляным покрытием, предотвращающим появление ржавчины при хранении и транспортировке. Травленая и промасленная горячекатаная сталь, часто называемая HRPO, обеспечивает превосходную поверхность для сварки, окраски или дальнейшей обработки. Она стоит немного дороже, чем стандартная горячекатаная сталь, но значительно дешевле, чем холоднокатаная сталь, и при этом обеспечивает более чистую исходную поверхность.
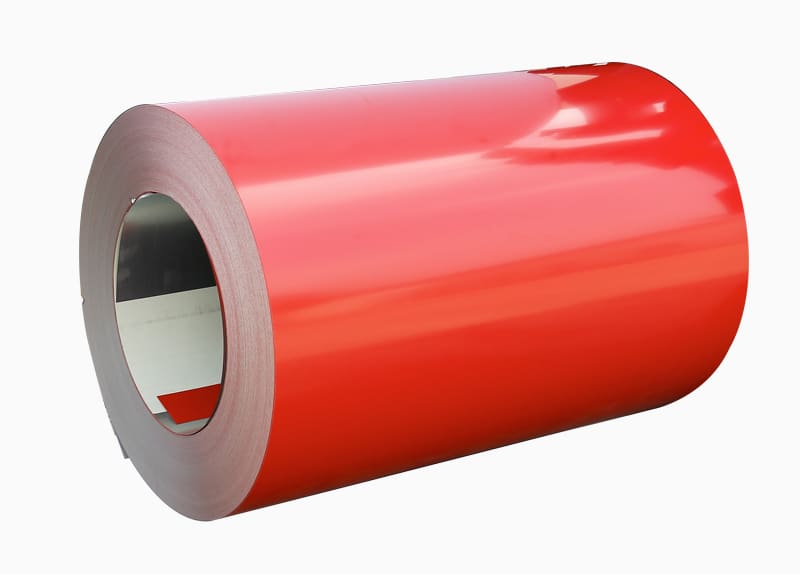
Горячекатаные рулоны можно оцинковывать, погружая их в расплавленный цинк для создания защитного покрытия. Эта оцинкованная горячекатаная сталь, часто называемая оцинкованной после термообработки после нанесения покрытия, обеспечивает превосходную коррозионную стойкость для наружного применения. Цинковое покрытие жертвует собой, защищая сталь от ржавчины и окисления. Оцинкованные горячекатаные рулоны популярны для кровли, сайдинга, воздуховодов и любых других применений, подверженных воздействию погодных условий или влаги.
При механическом удалении окалины посредством дробеструйной обработки используются частицы высокоскоростной стали или керамики для физического удаления прокатной окалины и создания текстурированного профиля поверхности. Эта обработка подготавливает сталь к нанесению покрытия, обеспечивая шероховатую поверхность, которая улучшает адгезию краски. Дробеструйная очистка обычно применяется для конструкционной стали, которая будет окрашиваться в полевых условиях, или для применений, требующих определенных параметров шероховатости поверхности.
Многие производители наносят краску или порошковое покрытие на горячекатаные стальные детали после изготовления. Правильная подготовка поверхности, включая очистку, обезжиривание, а иногда и нанесение конверсионных покрытий, обеспечивает хорошую адгезию краски и долговременную защиту от коррозии. Порошковое покрытие становится все более популярным благодаря своей долговечности, экологическим преимуществам и широкому выбору цветов.
Покупка рулонов горячекатаной стали требует понимания динамики рынка, механизмов ценообразования и практической логистики, которые влияют на общую стоимость приобретения. Разумные стратегии закупок могут обеспечить значительную экономию, обеспечивая при этом доступность материалов, когда они вам нужны.
Цены на недрагоценные металлы постоянно колеблются в зависимости от глобального спроса и предложения, стоимости сырья и экономических условий. Цены на сталь обычно указываются за тонну или за центнер (центнер) и варьируются в зависимости от региона, завода и текущих рыночных условий. Основные факторы, влияющие на цены, включают стоимость железной руды, цены на энергоносители, доступность металлолома и международную торговую политику, включая тарифы и квоты.
Дополнительные услуги и надбавки увеличивают базовую цену и могут существенно повлиять на общую стоимость. Обычные надбавки включают в себя дополнительные сборы за сплавы для определенных химических составов, надбавки за размеры для нестандартной ширины или толщины, надбавки за количество для небольших заказов и надбавки за обработку для специальной обработки поверхности. Некоторые заводы также взимают топливные сборы, плату за перевозку или другие сборы, которые варьируются в зависимости от рыночных условий. Всегда запрашивайте подробные цены с разбивкой этих компонентов, чтобы вы могли точно сравнить предложения.
Количество заказа существенно влияет на цену за единицу продукции. Сталелитейные заводы предпочитают производить большие партии продукции одной и той же спецификации, чтобы максимизировать эффективность, поэтому небольшие заказы обычно предусматривают более высокую цену. Точки перелома различаются в зависимости от завода, но заказы на 20-40 тонн и более, как правило, соответствуют более выгодным ценам, чем меньшие объемы. Тем не менее, сбалансируйте скидки за объем с учетом затрат на хранение запасов и риска устаревания — покупка большего количества, чем вы можете использовать в разумные сроки, может свести на нет кажущуюся экономию.
Сроки выполнения зависят от того, заказываете ли вы напрямую на заводе или в сервисном центре. Производство и доставка заказов, выполняемых напрямую с завода, обычно занимают 6–12 недель, а в сервисных центрах имеются запасы стандартных размеров для немедленной доступности. Сервисные центры добавляют наценку к ценам заводов, но предоставляют ценные услуги, включая резку по длине, продольную резку и меньшие минимальные партии.
Каждая из стратегий контрактной и спотовой покупки имеет свои преимущества. Долгосрочные контракты фиксируют цены на несколько поставок в течение нескольких месяцев или лет, защищая от скачков цен, но потенциально упуская возможности при падении цен. Спотовая покупка обеспечивает гибкость при выборе времени для покупок на благоприятных рынках, но подвергает вас волатильности цен. Многие компании используют гибридные подходы, заключая контракты на удовлетворение базовых потребностей и осуществляя спотовые закупки для удовлетворения переменного спроса.
Правильное хранение и обращение с рулонами горячекатаной стали защитит ваши инвестиции и обеспечит сохранение материала в хорошем состоянии до момента его использования. Эти массивные и тяжелые объекты требуют особых мер предосторожности для предотвращения повреждений, травм и ухудшения качества.
Хранение рулонов требует достаточного места и соответствующих опорных конструкций. Храните катушки вертикально на деревянных или металлических седлах, которые равномерно распределяют вес и предотвращают точечную нагрузку, которая может деформировать катушку. Никогда не складывайте рулоны горизонтально, так как вес может привести к необратимому разрушению внутренней обмотки. Поддерживайте зазор не менее 6 дюймов между землей и нижней частью теплообменника, чтобы предотвратить накопление влаги и образование ржавчины. Хранение в помещении является идеальным, но если необходимо хранение на открытом воздухе, накройте теплообменники водонепроницаемым брезентом, обеспечивая циркуляцию воздуха для предотвращения конденсации.
Экологический контроль предотвращает коррозию и проблемы с качеством. Голая поверхность горячекатаной стали подвержена ржавчине под воздействием влаги. По возможности поддерживайте в складских помещениях влажность ниже 50% и обеспечивайте хорошую вентиляцию для предотвращения образования конденсата. Даже катушки с масляным покрытием могут заржаветь, если хранить их во влажных условиях в течение длительного времени. На некоторых предприятиях в складских помещениях, работающих с критически важными материалами, используются осушители или добавки-ингибиторы коррозии.
Безопасные процедуры обращения имеют важное значение, учитывая вес и размер рулонов стали. Типичный рулон весит 15-30 тонн, и для его перемещения требуются мостовые краны, подъемники рулонов или специальное оборудование. Никогда не используйте чокеры или стропы, которые могут повредить края катушки или вызвать неожиданное смещение груза. Захваты для рулонов или С-образные крюки, разработанные специально для перемещения рулонов, обеспечивают самый безопасный метод подъема. Убедитесь, что все подъемное оборудование рассчитано на вес рулона и имеет соответствующие коэффициенты безопасности.
Преобразование рулонов горячекатаной стали в готовую продукцию включает в себя различные производственные процессы, каждый из которых требует особых условий для достижения оптимальных результатов. Понимание того, как горячекатаная сталь ведет себя во время различных операций, поможет вам спланировать эффективное производство и избежать типичных проблем.
Разрезание преобразует основные рулоны в более узкие по ширине для конкретных применений. На высокоскоростных линиях продольной резки используются дисковые ножи для продольной резки рулонов и перематывания материала на несколько рулонов меньшего размера. Качество кромки зависит от остроты лезвия и правильной настройки: тупые лезвия создают заусенцы, которые требуют дополнительных операций по удалению заусенцев. Окалина горячекатаной стали может ускорить износ лезвия, поэтому для резки в больших объемах может потребоваться частая замена лезвия или твердосплавный инструмент.
Резка по длине превращает рулон в плоские листы заданных размеров. Линии резки по длине разматывают, выравнивают и разрезают материал на листы, которые складываются друг на друга для удобства обращения и дальнейшей обработки. Внутренние напряжения горячекатаной стали минимальны, поэтому нарезанные листы обычно лежат ровно, без чрезмерного скручивания или выпуклости. Однако шероховатая поверхность может быть абразивной для подающих валков и правильного оборудования, что требует более частого обслуживания, чем обработка холодной прокаткой.
Операции формовки, включая гибку, штамповку и профилирование, хорошо подходят для горячекатаной стали благодаря ее превосходной пластичности. Мягкость материала по сравнению с холоднокатаной сталью снижает усилия формовки и износ инструмента. Однако шероховатая поверхность может повлиять на внешний вид видимых участков и может привести к образованию пятен или нагаров на штампах. Упругое сопротивление, как правило, менее проблематично для горячекатаной стали, чем для холоднокатаной, что упрощает расчет угла изгиба.
Сварка горячекатаной стали происходит гладко с помощью большинства распространенных процессов сварки, включая MIG, TIG, дуговую сварку и флюсовую проволоку. Окалину на поверхности сварных швов следует удалять шлифовкой, проволочной щеткой или травлением, чтобы сварные швы были прочными. Химический состав горячекатаной стали, как правило, прост и не содержит высокого содержания легирующих веществ, что делает ее пригодной для сварки при использовании стандартных процедур. Предварительный нагрев может потребоваться для толстых профилей или марок с высоким содержанием углерода, чтобы предотвратить растрескивание.
Механические характеристики горячекатаной стали находятся между легкообрабатываемыми марками и труднообрабатываемыми сплавами. Материал достаточно хорошо режется твердосплавными инструментами или инструментами из быстрорежущей стали. Шероховатая поверхность и потенциальная окалина могут привести к затуплению режущих инструментов быстрее, чем при обработке травленых или холоднокатаных материалов. Ожидайте умеренную стойкость инструмента и соответствующим образом планируйте замену инструмента при больших объемах обработки.
Для обеспечения соответствия горячекатаных рулонов стали спецификациям требуется систематический контроль качества на протяжении всего производства и при получении. Эти методы испытаний и контроля проверяют свойства материалов и выявляют дефекты до того, как они вызовут проблемы при производстве или обслуживании.
Анализ химического состава подтверждает, что сталь соответствует техническим требованиям по содержанию углерода, марганца, серы, фосфора и других легирующих элементов. Заводы обычно проводят спектроскопический анализ во время производства и предоставляют сертифицированные отчеты о заводских испытаниях, документирующие состав. Когда критически важные приложения требуют проверки, подтверждением служат независимые лабораторные испытания с использованием оптической эмиссионной спектроскопии или рентгеновской флуоресценции.
При испытаниях механических свойств оцениваются прочность на разрыв, предел текучести и удлинение с помощью стандартизированных процедур. Образцы для испытаний, вырезанные из рулонных образцов, подвергаются испытаниям на растяжение для измерения этих свойств. Результаты должны находиться в пределах указанных диапазонов для оценки. Испытание твердости с использованием методов Роквелла или Бринелля позволяет быстро проверить относительную прочность и однородность рулона.
Проверка размеров проверяет соответствие толщины, ширины и плоскостности допускам. Толщиномеры измеряют толщину в нескольких точках по ширине, чтобы обнаружить выпуклость или утончение кромки. Измерения ширины подтверждают соответствие катушки заказанным размерам. Плоскостность можно оценить визуально или, если это критично, с помощью специального оборудования. Проверка состояния кромок проверяет наличие расколов, трещин или чрезмерной волнистости, которые могут вызвать проблемы при обработке.
Проверка качества поверхности выявляет такие дефекты, как потеря окалины, выбоины, царапины или ржавчина, которые могут повлиять на готовое изделие. Хотя горячекатаная сталь по своей природе имеет шероховатую поверхность, чрезмерные дефекты, выходящие за пределы нормальной прокатной окалины, недопустимы. Проверка обычно происходит во время разматывания или первой обработки, когда можно осмотреть всю поверхность. Серьезные дефекты могут служить основанием для отказа или корректировки цены.
Сертификаты завода и документация по отслеживанию обеспечивают необходимые записи о качестве. В сертифицированных отчетах о заводских испытаниях подробно описан химический состав, механические свойства и процедуры испытаний для каждого рулона или производственной партии. Ведение этих документов поддерживает системы качества, требования клиентов и соответствие нормативным требованиям. Номера плавок, напечатанные или нарисованные на рулонах, позволяют отследить материал до конкретной производственной партии в случае возникновения проблем.
Рулоны горячекатаной стали участвуют в одной из самых успешных экосистем переработки в производстве. Понимание экологических аспектов производства и переработки стали помогает компаниям достичь целей устойчивого развития, потенциально сокращая затраты.
Сталь пригодна для вторичной переработки без ухудшения качества, а это означает, что стальной лом можно переплавлять и превращать в новую продукцию бесконечно. Примерно 90% стали, используемой в строительстве и автомобилестроении, в конечном итоге перерабатывается, а не выбрасывается на свалку. Такая исключительная степень переработки делает сталь одним из наиболее экологически безопасных конструкционных материалов.
Современные сталелитейные заводы используют в производстве значительное количество переработанных материалов. Электродуговые печи (ЭДП) могут производить сталь почти из 100% лома, в то время как комплексные заводы, использующие доменные печи, обычно включают 25-40% лома вместе с первичной железной рудой. Это переработанное сырье снижает потребление энергии, выбросы парниковых газов и добычу природных ресурсов по сравнению с производством стали полностью из сырья.
Энергоэффективность при горячей прокатке существенно улучшилась благодаря технологическим достижениям. Системы рекуперации тепла улавливают отходящее тепло процессов прокатки и охлаждения. Операции, управляемые компьютером, оптимизируют температурные профили и графики прокатки, чтобы минимизировать потребление энергии. Современные заводы потребляют примерно на 50% меньше энергии на тонну произведенной стали по сравнению с предприятиями, существовавшими несколько десятилетий назад.
При планировании окончания срока службы следует учитывать, как будут перерабатываться горячекатаные стальные изделия. Принципы разборки облегчают отделение стальных компонентов от других материалов во время сноса или утилизации. Отказ от композитных материалов, которые трудно разделить, увеличивает скорость переработки. Выбор краски и покрытия также может повлиять на возможность вторичной переработки: некоторые покрытия усложняют переработку, а другие оказывают минимальное воздействие.
Управление ломом во время производства позволяет восстановить ценный материал и снизить затраты на утилизацию отходов. Обрезанные детали, бракованные детали и технологический лом — все это имеет ценность для торговцев металлоломом. Распределение лома по сортам и защита его от загрязнений максимизирует ценность. Многие производители получают значительный доход от продажи лома, который компенсирует затраты на сырье.
Промышленность горячекатаной стали продолжает развиваться благодаря технологическим инновациям, меняющимся требованиям рынка и инициативам в области устойчивого развития. Знание этих тенденций помогает производителям предвидеть изменения и извлечь выгоду из новых возможностей.
Усовершенствованные марки высокопрочных сталей (AHSS) выходят за рамки применения в области холодной прокатки и включают в себя горячекатаную продукцию. Эти специализированные стали достигают более высокой прочности при меньшем весе благодаря тщательному легированию и термической обработке. AHSS третьего поколения сочетает в себе исключительную прочность с улучшенной формуемостью, позволяя создавать более легкие конструкции, сохраняющие или повышающие безопасность и долговечность. Автомобильная и строительная отрасли все чаще используют эти материалы для достижения целей по снижению веса и повышению производительности.
Цифровая трансформация и технологии Индустрии 4.0 производят революцию в производстве стали. Системы мониторинга в реальном времени отслеживают каждый аспект прокатных операций, позволяя мгновенно вносить коррективы для поддержания качества. Алгоритмы прогнозного обслуживания предвидят сбои оборудования еще до их возникновения, сокращая время простоев. Искусственный интеллект оптимизирует графики прокатки, прогнозирует свойства материалов и повышает производительность. Эти технологии повышают производительность и одновременно улучшают стабильность продукта.
Инициативы в области устойчивого развития приводят к изменениям в процессах производства стали и предлагаемой продукции. Процессы прямого восстановления на основе водорода обещают практически нулевое производство углеродистой стали, хотя до внедрения в промышленных масштабах еще далеко. Технологии улавливания и секвестрации углерода могут позволить продолжить использование традиционных доменных печей с радикально сокращенными выбросами. Заводы все чаще предлагают продукцию с сертифицированным переработанным содержанием и документацией по выбросам углекислого газа для поддержки отчетности клиентов об устойчивом развитии.
Оптимизация цепочки поставок за счет улучшения логистики и управления запасами помогает заводам и сервисным центрам быстрее реагировать на потребности клиентов. Системы доставки «точно в срок» сокращают потребности клиентов в товарных запасах, обеспечивая при этом доступность материалов. Появляются цифровые рынки, которые более эффективно связывают покупателей и продавцов, потенциально снижая транзакционные издержки и повышая прозрачность цен.
Глобальные изменения мощностей продолжают менять конкурентную среду, поскольку производство перемещается в регионы с более низкими затратами или близостью к растущим рынкам. Понимание этих изменений помогает покупателям диверсифицировать источники поставок и управлять рисками. Торговая политика, включая тарифы, квоты и торговые соглашения, существенно влияет на ценообразование и доступность, поэтому крайне важно отслеживать изменения в законодательстве в ключевых регионах-производителях.

ПОЧЕМУ ВЫБЕРИТЕ НАС СТОИМОСТЬ: У НАС ЕСТЬ СОБСТВЕННАЯ ...
Обладая высокими антикоррозионными характеристиками, они ...
Полное название катушки PPGI / PPGL — это предварительно ...
Порт: Чжэцзян, Китай Преимущества нашей предварительно...




