- № 8, дорога Заолин,
улица Лунсян,
Тунсян, Чжэцзян, Китай - +86 573 89381086[email protected]
- ЗагрузкиPDF-брошюры
Путешествие стального рулона начинается задолго до его прибытия на завод или строительную площадку. Все начинается с того, что сырье — железная руда, коксующийся уголь и известняк — загружается в доменную печь, где из него выплавляется жидкий чугун при температуре, превышающей 2700°F (1480°C). Затем расплавленный чугун переносится в кислородно-конвертерную печь (КОП) или электродуговую печь (ЭДП), где удаляются примеси и тщательно регулируется содержание углерода для получения жидкой стали желаемого состава.
Жидкую сталь непрерывно разливают в толстые слябы — обычно толщиной от 200 до 250 мм и шириной до 2 метров. Эти слябы являются отправной точкой для производства всего плоского стального проката, включая рулоны. После разливки слябы либо подвергаются немедленной обработке, либо повторно нагреваются в печи для подогрева слябов перед подачей на стан горячей прокатки — оборудование, непосредственно отвечающее за производство горячекатаных рулонов стали.
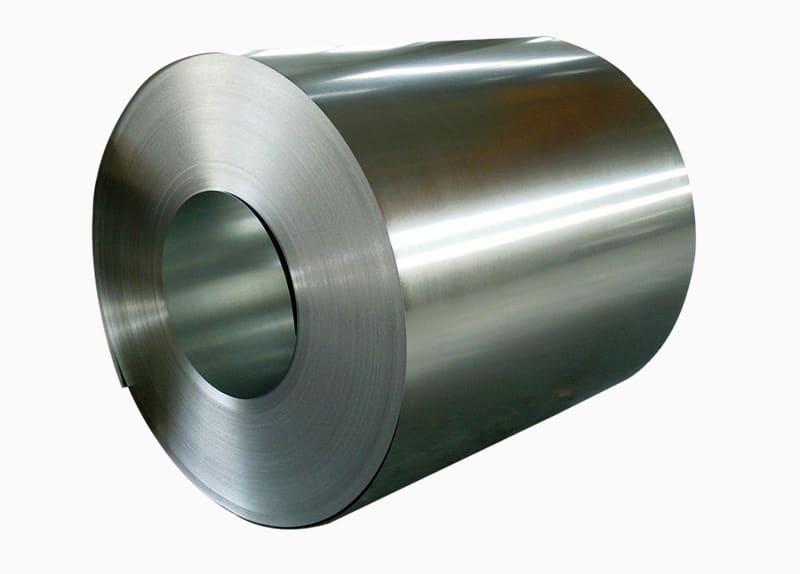
На стане горячей прокатки нагретый сляб постепенно сжимается между несколькими прокатными клетями, каждая из которых уменьшает толщину, в то время как полоса удлиняется и ускоряется. К моменту выхода полосы из чистовых клетей она может двигаться со скоростью 80 км/ч и более и превратиться из сляба толщиной 250 мм в полосу толщиной всего 1,5 мм. Затем полосу охлаждают на выпускном столе с помощью контролируемой струи воды, а затем наматывают в рулон с помощью устройства для намотки. Температура намотки тщательно контролируется, поскольку она напрямую влияет на микроструктуру и механические свойства конечного продукта.
Горячекатаные рулоны можно продавать напрямую для многих применений, но для применений, требующих более жестких допусков, лучшего качества поверхности или более высокой прочности, необходима дальнейшая обработка. Горячекатаный рулон сначала травят — пропускают через ванну с соляной или серной кислотой — для удаления оксидной окалины с поверхности. В результате получается травленый и смазанный маслом (P&O) рулон, который можно использовать напрямую или отправить на холодную прокатку.
На стане холодной прокатки травленая полоса дополнительно уменьшается по толщине при комнатной температуре, обычно на 50–90% от толщины на входе. Это значительно улучшает плоскостность, чистоту поверхности и точность размеров, а также увеличивает предел текучести за счет наклепа. Затем холоднокатаный рулон отжигают — нагревают в печи с контролируемой атмосферой — для восстановления пластичности, потерянной во время холодной обработки. Современные линии непрерывного отжига позволяют обрабатывать рулоны с высокой скоростью, а периодический отжиг (с использованием колпаковых печей) применяется для изделий, требующих очень мягкого отпуска.
После отжига холоднокатаные рулоны обычно проходят дрессирующую прокатку — небольшое обжатие примерно на 0,5–2% — что устраняет удлинение предела текучести (явление, которое может привести к появлению на поверхности маркировок, называемых линиями Людерса во время формовки), а также обеспечивает точную настройку качества поверхности и плоскостности полосы. Рулоны с дефектами плоскостности также можно обрабатывать на линии правки натяжением, которая растягивает полосу для удаления волн, набора катушек или арбалета.
Большая часть рулонной стали, используемой во всем мире, получает защитное или декоративное покрытие, прежде чем она попадет к конечному потребителю. Линии нанесения покрытия представляют собой непрерывные высокоскоростные операции, при которых стальная полоса очищается, предварительно обрабатывается, наносится покрытие, сушится или отверждается за один проход через линию. Тип нанесенного покрытия определяет коррозионную стойкость, формуемость, окрашиваемость и внешний вид поверхности конечного продукта.
На линии непрерывного горячего цинкования стальная полоса очищается и отжигается в защитной атмосфере, а затем погружается в ванну с расплавленным цинком при температуре примерно 460°C. Когда полоса выходит из ванны цинкования, воздушные ножи сдувают излишки цинка, чтобы контролировать толщину покрытия. Вес цинкового покрытия, выраженный в граммах на квадратный метр (г/м²), варьируется от Z60 (60 г/м²) для легких внутренних работ до Z275 (275 г/м²) для требовательных наружных или структурных применений. Цинк металлургически связывается со стальной поверхностью, обеспечивая барьерную защиту, а также катодную (жертвенную) защиту, которая предотвращает распространение ржавчины, даже если покрытие поцарапано.
Покрытие рулонной краской — один из наиболее эффективных процессов покраски в производстве. Стальная полоса проходит ряд стадий предварительной химической обработки, нанесения грунтовки и верхнего покрытия с использованием валковых машин для нанесения покрытия с печами отверждения между каждым этапом. Весь процесс происходит за один непрерывный проход со скоростью полосы до 200 метров в минуту. В результате получается предварительно окрашенная стальная катушка с очень прочной и прочной отделкой, которая устраняет необходимость покраски после изготовления. Покрытия включают полиэстер, ПВДФ (поливинилиденфторид), SMP (полиэфир, модифицированный кремнием) и пластизоль, каждое из которых предлагает различные компромиссы с точки зрения гибкости, устойчивости к ультрафиолетовому излучению и химической стойкости.
Рулоны стали классифицируются в соответствии с национальными и международными стандартами, которые определяют приемлемый химический состав, механические свойства, допуски на размеры и качество поверхности. Основные системы стандартов, с которыми вы столкнетесь:
| Стандартная система | Происхождение | Распространенные примеры оценок | Типичное использование |
| JIS (Японский промышленный стандарт) | Япония | SPCC, SPCD, SGCC, SGHC | Автомобилестроение, бытовая техника, строительство |
| EN (Европейская норма) | Европа | ДК01, ДК04, ДС51Д, С355 | Изделия общей формовки, конструкционные, с покрытием |
| ASTM (Американское общество испытаний и материалов) | США | А1008, А1011, А653, А36 | Строительные, промышленные, оцинкованные изделия |
| ГБ (Гоцзя Бяочжунь) | Китай | К235, К345, СТ12, СТ14 | Конструкционная, холодная штамповка, чертеж |
Многие из этих обозначений классов по существу эквивалентны с точки зрения характеристик материала, хотя правила наименования различаются. Например, JIS SPCC, EN DC01 и ASTM A1008 CS Type B — это стандартные холоднокатаные стали коммерческого качества с во многом схожими свойствами. При работе в международных цепочках поставок всегда запрашивайте перекрестную справочную документацию или попросите своего металлурга подтвердить эквивалентность перед заменой марок.

Стальные рулоны являются основой современного производства. Явная универсальность плоского проката — в его различных формах, сортах и покрытиях — означает, что он используется практически во всех секторах экономики. Вот взгляд на наиболее важные области применения:
Автомобильная промышленность является одним из крупнейших потребителей рулонной стали в мире. Холоднокатаные и оцинкованные рулоны штампуют в панели кузова, дверные обшивки, капоты, крылья и элементы усиления конструкции. Рулоны из высокопрочной и сверхвысокопрочной стали (UHSS) с пределом текучести, превышающим 600 МПа, все чаще используются в критически важных для безопасности деталях, таких как средние стойки, дверные балки и усиление бамперов, где они поглощают энергию удара, позволяя автопроизводителям снизить вес и достичь целей по экономии топлива.
Предварительно окрашенные и оцинкованные стальные рулоны формуются в рулонах в кровельные панели, облицовку стен, прогоны, стойки стального каркаса и гидроизоляцию. Горячекатаные конструкционные рулоны разрезаются и формируются в полые профили, уголки и швеллеры, используемые в зданиях со стальным каркасом, складах и промышленных сооружениях. Спрос строительного сектора на рулоны с покрытием в значительной степени обусловлен потребностью в долговечных и не требующих особого ухода ограждающих конструкциях зданий в любых климатических условиях.
Барабаны стиральных машин, шкафы холодильников, облицовка духовок и корпуса кондиционеров изготавливаются из холоднокатаных или предварительно окрашенных рулонов стали. Производство бытовой техники требует постоянного качества поверхности и жестких допусков по толщине, чтобы гарантировать, что панели можно формовать, сваривать и окрашивать без дефектов. Стальные рулоны с покрытием, устойчивым к отпечаткам пальцев, со специальной обработкой поверхности, которая сводит к минимуму видимые следы от пальцев, становятся все более популярными для отделки бытовой техники премиум-класса.
Белая жесть — холоднокатаная сталь, покрытая очень тонким слоем олова — является одним из оригинальных стальных изделий с покрытием и остается незаменимой для изготовления банок для пищевых продуктов и напитков, аэрозольных контейнеров и баллончиков с краской. Используемая сталь должна быть чрезвычайно тонкой (всего 0,1 мм), очень плоской и не иметь поверхностных дефектов, чтобы они могли образовываться на высоких скоростях современных линий по производству банок. Безоловянная сталь (TFS), покрытая оксидом хрома вместо олова, также широко используется в качестве экономичной альтернативы в упаковке непищевых продуктов.
Стальные рулоны играют растущую роль в энергетическом секторе. Рулоны электротехнической стали — холоднокатаные полосы, легированные кремнием, с тщательно контролируемыми магнитными свойствами — штампуются в пластины для сердечников электродвигателей и сердечников трансформаторов. По мере роста количества электромобилей и установок, использующих возобновляемые источники энергии, растет спрос на рулоны высокоэффективной электротехнической стали. Из плоского рулонного проката также производятся системы крепления солнечных панелей, секции ветроэнергетических башен и трубопроводная сталь.
Даже на заводах с хорошей репутацией стальные рулоны могут иметь дефекты — некоторые из них унаследованы от процесса производства стали, другие — в процессе прокатки, нанесения покрытия или намотки. Распознавание этих дефектов поможет вам решить, пригоден ли материал к использованию, его необходимо понизить или отбраковать. К наиболее распространенным типам дефектов относятся:

ПОЧЕМУ ВЫБЕРИТЕ НАС СТОИМОСТЬ: У НАС ЕСТЬ СОБСТВЕННАЯ ...
Обладая высокими антикоррозионными характеристиками, они ...
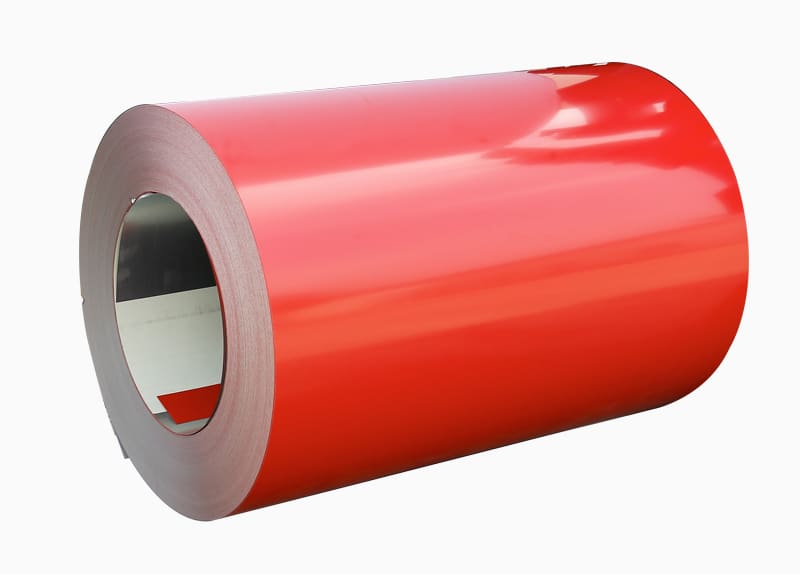
Полное название катушки PPGI / PPGL — это предварительно ...
Порт: Чжэцзян, Китай Преимущества нашей предварительно...




